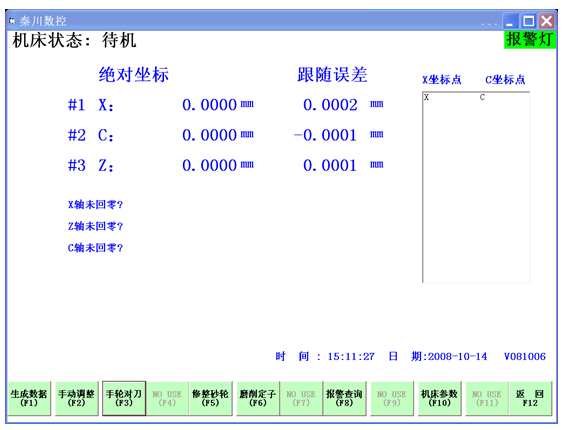
軟件的(de)主界面(mian)如下圖(tu):
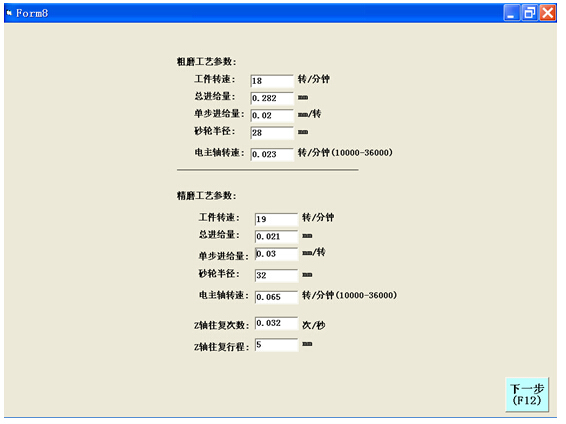
參數輸(shu)入界面(mian)如下圖(tu)
光順後(hou)的定子(zi)輪廓曲(qu)線如下(xia)圖

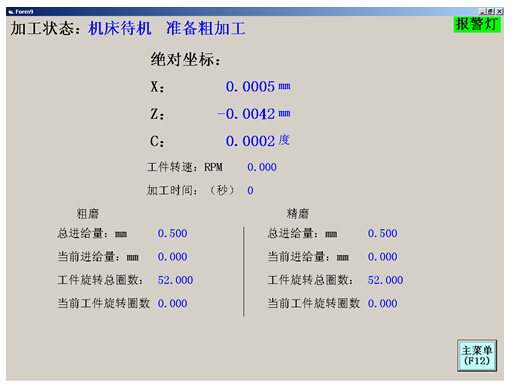
加工(gong)狀态的(de)相關信(xin)息顯示(shi)如下圖(tu)
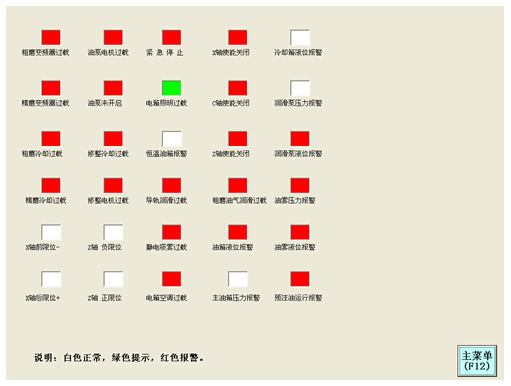
機床報(bao)警信息(xi)顯示如(ru)下圖
QCNC6803數(shu)控系統(tong)的功能(neng)介紹
1、伺(si)服軸數(shu) 3軸
2、總軸(zhou)數(伺服(fu)軸+主軸(zhou)) 5軸
3、支持(chi)公/英制(zhi)單位輸(shu)入
4、支持(chi)程度段(duan)跳轉
5、支(zhi)持直線(xian)插補
6、支(zhi)持圓弧(hu)插補
7、支(zhi)持螺旋(xuan)線插補(bu)
8、支持剛(gang)性攻絲(si)
9、伺服環(huan)刷新率(lü)400 us
10、支持後(hou)台編輯(ji)
11、RS-232C串口通(tong)訊
12、支持(chi)以太網(wang)通訊
13、支(zhi)持子程(cheng)序調用(yong)
14、支持MDI及(ji)單步工(gong)作方式(shi)
15、反向間(jian)隙補償(chang)
16、絲杆螺(luo)距誤差(cha)補償
17、支(zhi)持前饋(kui)控制
18、支(zhi)持16個坐(zuo)标系32個(ge)伺服軸(zhou)
19、可同時(shi)運行2個(ge)坐标系(xi)的加工(gong)程序
我(wo)集團公(gong)司産品(pin)QMK003數控内(nei)孔曲線(xian)磨床采(cai)用QCNC6803數控(kong)系統後(hou),經測試(shi)加工單(dan)邊餘量(liang)50S的定子(zi)隻需60秒(miao),輪廓誤(wu)差在3S以(yi)内;同一(yi)款配發(fa)那科數(shu)控系統(tong)的機床(chuang)經測試(shi)加工同(tong)樣的試(shi)磨件需(xu)要220秒✊,輪(lun)廓誤差(cha)在4S左右(you)。
由此可(ke)見,QCNC6803數控(kong)系統是(shi)内孔曲(qu)線磨床(chuang)的最佳(jia)選擇。
